-

山东利信达钢铁有限公司
主营:内螺纹钢管,螺纹钢管价格,内螺纹钢管批发

山东利信达钢铁有限公司
主营:内螺纹钢管,螺纹钢管价格,内螺纹钢管批发 9
9

无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。无缝钢管具有中空截面,可用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。无缝钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。用无缝钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤套等,广泛用钢管来制造。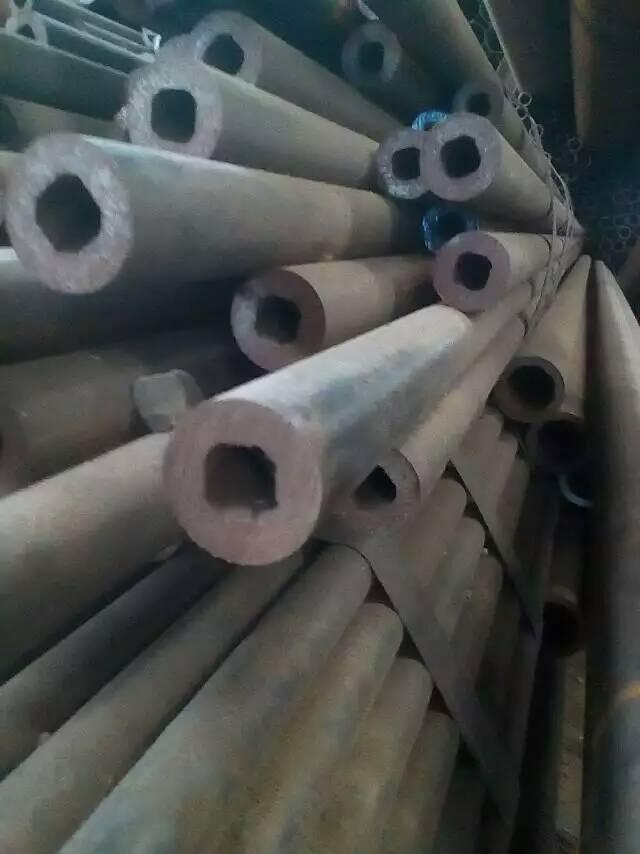
为什么水冷壁要用内螺纹管?内螺纹管为什么用在高负荷区域?
内螺纹管抑制膜态沸腾、推迟传热恶化的机理:工质受到螺纹的作用产生旋转,增强了管子内壁面附近流体的扰动,使水冷壁管内壁面上产生的汽泡可以被旋转向上运动的液体及时带走,而水流受到旋转力的作用紧贴内螺纹槽壁面流动。从而避免了汽泡在管子内壁面上的积聚所形成的“汽膜”,保证了管子内壁面上有连续的水流冷却。
与光管对比,螺纹管内螺纹一方面可使流体旋转,另一方面内肋片又加大了管内换热面积,有利于增强传热或降低壁温。管内液体流过螺纹管会形成漩涡和强烈的扰动,从而强化了传热,热传导能力增加20-30%。
水冷壁四周采用了内螺纹管,可以使水冷壁中的质量流速降低(因阻力较光管增加,具体数值与螺纹数有关。有资料说的内螺纹铜管与光的比较,阻力增加了20%-50%),流量减少,在吸热量不变的情况下,产汽量增加了,循环倍率就小了。或者可以这样简单理解,在其他条件不变时,水冷壁由于热传导能力增强,吸热量增加,产汽量增加了,循环倍率就小了。
美国机械工程师协会标准:ASMESA-106、ASMESA-192M、ASMESA-209M、ASMESA-210M、ASMESA-213M、ASMESA-335M。
美国材料试验协会标准:ASTMA106M、ASTMA192M、ASTMA210M、ASTMA213M、ASTMA335M。
美标材质:A106B、SA-106B、A192、SA-192、A210A1、SA-210A1、A106C、SA-106C、SA-210C、SA-209T1、SA-209T1a、SA-209T1b、A335P2、SA-213T2、A335P11、SA-213T11、A335P12、SA-213T12、A335P22、SA-213T22、SA-213T23、SA-213T24、A335P91、SA-213T91、A335P92、SA-213T92、SA-213T122、SA-214T911。 SA-210C内螺纹钢管
欧盟标准:EN10216-2:2007。
德国工业标准:DIN17175-1979。
欧盟/德标材质:P265GH、P195GH、P235GH、St35.8、St45.8、15Mo3、16Mo3、12Cr1MoV、14MoV63、10CrMo910、X10CrMoVNb91、10CrMo5-5、13CrMo4-5
日本工业标准:JISG3456、JISG3461、JISG3462。
日标材质:STB340、STB410、STB510、STBA12、SAFA12、STPA12、STBA13、STFA13、STPA13、STBA20、STFA20、STPA20、STBA22、STFA22、STPA22、STBA23、STFA23、STPA23、STBA24、STFA24、STPA24、STBA25、STFA25、STPA25、STBA26、STFA26、STPA26、STBA28、STFA28、STPA28。
奥氏体不锈钢材质:TP304、TP304H、TP321、TP321H、TP347、TP347H、TP316、TP316H、S30432、TP310HCbN。
公司主营产品:无缝钢管、中低压锅炉管、内螺纹合金钢管、内螺纹高压锅炉管、内螺纹钢管、石油裂化管、化肥**管、水冷壁钢管、省煤器钢管、过热器钢管、再热器钢管、高压合金钢管、高温合金钢管、高压不锈钢管、高温不锈钢管等。
拉伸法加工内螺纹管
拉伸法生产的内螺纹铜管为无缝内螺纹铜管,无缝内螺纹铜管是目前空调制冷行业普遍采用的传热管,其加工方法归纳起来主要有两种:一种是挤压拉伸法;一种是旋压拉伸法。
挤压拉伸法
挤压拉伸法与光面管衬拉法相似,在拉伸过程中,由于受到力的作用,螺纹芯头在变形区内产生旋转运动,而管子不转动,只做轴向直线运动,在拉伸外模及螺纹芯头的作用下,管子内壁被迫挤压出螺旋凸筋,从而成形内螺纹管.
这种方法虽然装置简单,但不易使螺纹沟槽深度达到理想状态,因在挤压成形过程中,材料在被拉伸的轴向上*流动,而在成齿的径向**动困难,且螺纹起槽处处于滑动摩擦,应力大,温度高,难以加工小直径薄壁内螺纹管。
旋压拉伸法
旋压拉伸法有两种方式:一种是行星滚轮旋压,另一种是行星球 模旋压。它的加工原理是用几个行星式回转 的辊轮或滚球对管材外表面进行高速旋压,使材料产生塑性变形,螺纹芯头上的螺旋齿映像到管材的内表面上,从而形成内表面上的螺纹。这种方法与挤压拉伸法相比,不但 能变滑动摩擦为滚动摩擦,降低起槽应力, 而且能加工较深的螺纹沟槽,管子经旋压加工也大大改善了其力学性能。